
塑料螺桿幾何外形

塑料螺桿依照幾何外形區分3個區段:
1、進料區:固定螺桿螺溝之溝深,其功能為負責預熱與塑料固體輸送及推擠。必須保證塑料在進料段結束時開始熔融——也就是說要預熱到熔點。
一般長度為:非結晶性(AS、ABS、ps)約48~58%L,結晶性(PA、POM、PE、PP、CA)約48~58%L,加玻纖性約45~55%L。
2、壓縮區:漸縮螺桿螺溝牙深,其功能為塑料原料熔融、混煉、剪切壓縮與加壓排氣。塑料在此段會完全溶解,體積會縮小,所以壓縮程度的設計很重要。
一般長度為:非結晶性(AS、ABS、PS)約25~35%L,結晶性(PA、POM、PE、PP、CA)約22~32%L,加玻性約28~40%L ,熱敏性(PVC)100%L
3、計量區:螺桿螺溝固定溝深,其主要功能混煉、熔膠輸送、計量之外,還必須提供足夠的壓力,保持熔膠均勻溫度及穩定熔融塑料之流量。
一般長度為:非結晶(AS、ABS、PS)性約15~58%L,結晶性(PA、POM、PE、PP、CA等)約48~58%L,加玻性約45~55%L
雖然塑化螺桿可依功能或幾何外型來區分,但實際塑化過程中,各區段功能重迭,很難加以區分間隔。而研究塑化螺桿,不外乎是想:
一、提高剪切混煉作用。
二、改良均勻混煉。
三、提高塑化能力。
四、改善熔膠溫度均勻性。
當進料段牙深愈深輸送量愈大,但螺桿所需扭力較大;進料段牙深太淺,輸送量不夠,壓縮比不足。當計量段牙深太深,壓縮比不足,所需送料力量較大;太淺時容易過火而燒焦。一般牙深約0.03~0.07倍螺桿直徑。因此塑料塑化螺桿具有輸送、熔融、混煉、壓縮與計量的功能,在塑化品質上扮演很重要角色。
上一篇:橡膠雙螺桿擠出機日常維護
下一篇:影響橡膠擠出機螺桿轉速的因素
返回相關資訊
 塑料注塑機螺桿料筒常見故障及解決辦法 2016-09-13
塑料注塑機螺桿料筒常見故障及解決辦法 2016-09-13 平行雙螺桿擠出機日常維護與保養 2016-11-17
平行雙螺桿擠出機日常維護與保養 2016-11-17 造成錐形雙螺桿機筒磨損的六個原因 2021-12-22
造成錐形雙螺桿機筒磨損的六個原因 2021-12-22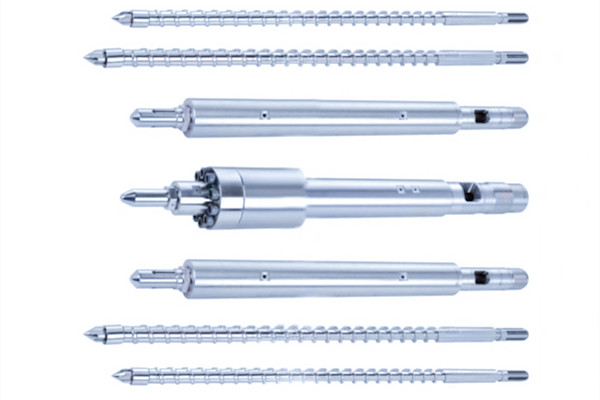 注塑機雙合金螺桿料筒卡死故障的深度分析與精準排除 2025-07-03
注塑機雙合金螺桿料筒卡死故障的深度分析與精準排除 2025-07-03 異向錐形雙螺桿擠出機螺桿間隙調整方法 2019-01-09
異向錐形雙螺桿擠出機螺桿間隙調整方法 2019-01-09 影響橡膠擠出機螺桿轉速的因素 2016-09-12
影響橡膠擠出機螺桿轉速的因素 2016-09-12 橡膠擠出機操作人員工作須知 2016-08-30
橡膠擠出機操作人員工作須知 2016-08-30 錐形雙螺桿擠出機的特點 2016-12-02
錐形雙螺桿擠出機的特點 2016-12-02 塑料擠出機螺桿清洗劑有什么用, 怎么用? 2016-09-01
塑料擠出機螺桿清洗劑有什么用, 怎么用? 2016-09-01 減緩塑料擠出機螺桿機筒磨損的方法 2022-08-29
減緩塑料擠出機螺桿機筒磨損的方法 2022-08-29